
Sign up for the launch annoucement of our upcoming Lean training course:
LEAN QUICK START!
*No spam gauranteed. It’s not lean!

Pierson Workholding is a company dedicated to advancing the CNC Machining industry through innovative workholding products. On this page, company founder Jay Pierson walks through how we build our products through Lean Manufacturing. Watch Jay’s latest speech about lean here:
First step, know your enemy… Waste! Simply put, waste is anything that does not add value to the product.
The 8 Wastes of Lean:
- Over Production – Over production is the most serious waste. Creating (or purchasing) more parts than necessary creates excess inventory, creates more parts to fix if there is a defect, creates long lead times (waiting), ties up machinery and frustrates people with unstable flow.
- Transportation – Transportation eats time for breakfast. Whether it’s picking up parts from a local vendor or shipping parts to a customer a few states away, transportation takes time and money.
- Excess Inventory – Excess inventory is a result of over production or over purchasing. Making or buying more components than necessary requires more storage space, more packaging and ties up valuable cash in product waiting to be sold. Most of the time, the per-piece savings when purchasing in higher quantities is lost without knowing.
- Defects – Every defective item requires rework or replacement, wastes resources, time, disrupts flow and can lead to lost customers. Defects are the easiest wastes to avoid by establishing documented inspection processes. Defects can also exist in our processes as well! For example, shipping or ordering a wrong item points to a process that needs to be fixed.
- Over Processing – Over processing is simply adding more time or effort to a part or process, i.e. polishing a part no one sees, hand deburring a part that could have been chamfered in the machine, cleaning parts that get cleaned in a later step. Even stapling two pages together can be overprocessing when they could have been printed double-sided.
- Wasted Motion – Wasted motion happens when things are too far apart. No one should struggle at work. Create U-shaped work cells to pivot within. Bring your work up to waist level and your tools within arm’s reach. Excessive walking across the shop multiple times a day is also wasted motion.
- Waiting – Waiting disrupts flow and is the second most serious waste. Waiting means the process is broken. Fill time between machine cycles or assembly with inspection and improvements. Waiting applies to machinery as well.If Machine A does Op1 with a 15 min cycle time and Machine B does Op2 with a 3 min cycle time, the workload is not balanced between them and Waiting is the resulting waste.
- Misused Brainpower – You and your coworkers are process engineers! Don’t rely on others to see waste or to create improvements. Create flow! Look beyond your task to help others. When mistakes happen avoid the emotional reaction of “blame and shame” and instead look for opportunities to fine tune the process. You also shouldn’t misuse your brainpower by trying to remember things that could be written down and placed in a standardized process. In a nutshell, don’t misuse your brain to remember stupid tasks. Instead, use it to create better processes.
How we first started implementing Lean at Pierson Workholding:
After learning and memorizing the 8 wastes we started seeing waste everywhere! We were tempted to jump right in on eliminating these wastes, however it was important that we first created a working environment that wouldn’t get in our way while we changed things up. For this reason, we started every morning with a “3-S” approach. Traditional Lean will teach 5-S or even 6-S, but we kept things simple with only 3 S’s. Our 3-S’s are Sweep, Sort, Standardize. I talked more about this in a company tour.
- Sweep – Throw stuff away. When we sweep we get rid of the stuff that is absolutely not needed. Things that immediately go in the trash are old boxes, old papers, large or outdated catalogs, excessive pallets, excessive buckets, broken tools, old rags, scrap parts and dirt on the floor. We were amazed at how much trash was getting in our way.
- Sort – Put stuff away. After getting the trash out of our way, we put away the things we need to produce a product. We may not immediately need them for days or weeks, but they’re definitely not trash. The problem encountered with sorting is that sometimes there’s no place to put things. This brings us to the next S…
- Standardize – If the stuff doesn’t have a place, make a place for the stuff. New tools, parts and accessories are always coming in. They can’t just be put on any shelf, bin, workbench or drawer. They have to go to a designated place where everyone knows where they are. I made an organization video for our mill setup cart that covers this. You may not be setting up a mill cart but the same principles apply if you’re setting up your desk.


After getting into the habit of 3-S’ing things got a lot more efficient. We were no longer staring at trash on a bench trying to get our brain to see that gage pin we were just using! Our workbenches were clean and clear. We weren’t walking around the shop looking for the drill motor because we created a spot for it at our assembly cell. We weren’t wondering what happened to that backup endmill because we created a designated drawer for all new tooling. This newfound clarity gave our brains the ability to engage in eliminating waste. Did you catch that? Waste #8 – Misused Brainpower was now being used to tackle the other 7 wastes. By the way, by Sweeping, Sorting and Standardizing every morning we were unknowingly practicing a 4th S – Sustaining.
Rules for Continual Improvement:
After tackling the 8 Wastes, our mindset was all about continual improvement. Never again would we be “just too busy” to make improvements. Our new job was to improve the way we work! When it came to making changes, we still had to follow a process in the CORRECT ORDER:
- Safety – If we make an improvement, it has to be safer or as safe as the previous process. If an injury has the potential to occur or ACTUALLY occurs, everything goes out the window and all other gains are pointless. Safety is always #1.
- Quality – The improvements obviously have to maintain the same quality or improve it. This one seems obvious, but one must ACTIVELY be on the lookout to maintain quality and not let it slip in importance below the next two.
- Simplicity – A fool is anyone that solves a problem with an overly complex solution while simultaneously feeling like a genius. True intelligence is creating a solution that is easily understood, deployed, serviced and duplicated.
- Speed – The NUMBER 1 mistake you can make in production is to consider speed as most important! Speed is sexy. Speed is flashy. Speed is easy to compare with stats. No wonder every machine, car, computer, smartphone, etc has speed specs listed. But, don’t fall for what I call the “Speed Trap”. Does speed matter if someone gets hurt (safety)? Does speed matter if the product was completed early but with hidden defects (quality)? Does speed matter if you bought the most complex or advanced equipment with all the bells and whistles but few people know how to use it?
I don’t want to leave this section without emphasizing that the process for creating improvements MUST be followed in the CORRECT ORDER. There have been many times over the years where our growth has outpaced our senses and we rush to get things done. I can say with 100% certainty that we have never gotten to the end of a rushed process and said that the stress, shortcuts, reshuffling and overtime was worth it. One problematic employee that pushes speed will not only stress out other employees and vendors, but will will eventually cost the company thousands of unrecoverable dollars due to injuries or defects. Plus, speed doesn’t even make the list of the 8 wastes. Eliminate waste and faster output is a natural byproduct.
Practical examples of how we specifically eliminate waste:
- Establishing Flow – Wastes eliminated: Wasted Motion, Misused Brainpower
We look at our working environment at the personal level. Are we walking around to get tools? Are we bending over? Are we shuffling parts and boxes around while we work? These small movements add up to a lot of wasted motion over time and could be reduced by using some brainpower. A key takeaway from this video is the use of linear and u-shape cells.
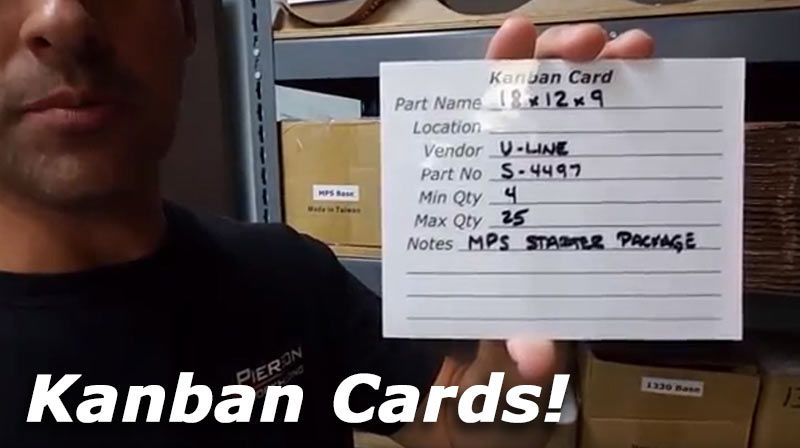
- Kanban Cards – Wastes eliminated: Over Production, Excess Inventory, Misused Brainpower
The heart of our process. We use these to tell us when we need to start making or ordering more components. The minimum and maximum quantities tell us when to start and stop producing. They carry important information that no one should keep in their head. Download them here
- Pierson Boards – Wastes Eliminated: Waiting, Over Processing, Misused Brainpower
ERP’s, MRP’s, CIS’s are great but only when the data is correct, the software isn’t buggy and works on all platforms, when employees are properly trained, and when everyone has access and embraces the technology. I had personal experience with the failures of these systems and wanted a more simple approach. Our production boards (later officially named as Pierson Boards on the Business of Machining Podcast) were inspired by Scrum Boards and custom tailored to our specific needs. They are printed on 24″ x 36″ paper by any local printhouse and magnetically attached to 24″ x 48″ sheets of .020″ galvanized sheetmetal. Here are walk throughs of how they work:
- Kaizen Foam – Wastes Eliminated: Wasted Motion, Excess Inventory (You only need to buy 1 tool if you always know where it’s at)
Easy to work with foam that creates a perfect spot for things we use. Here’s where to buy it and here’s how it works:
- Carts and Bins – Wastes eliminated: Over Processing, Wasted Motion
It was really important that we standardized our carts and bins so we could easily move and store components without a lot of loading and unloading. We bought these carts and bins in red, blue and gray from uline.com. Red bins are for raw materials. Blue bins are for in-process parts. Gray bins are for finished parts that can go straight to assembly or ready for an outside vendor for additional processing. They are stackable and three of them fit perfectly side by side on the cart shelves. - Part Trays – Wastes eliminated: Defects, Over Processing, Excess Inventory
Egg crates seem to be popular in shops, but I hate them because they can lead to wastes: They eventually get flimsy and break and dropped parts become defects. They grab dirt which cause us to over process by cleaning parts again. They don’t last long so you have to keep buying AND storing them leading to excess inventory. Instead, we use trays from Ready Made and mark them up which triggers in-process inspection as seen here:
- Local Vendors – Wastes eliminated: Transportation, Waiting, Excess Inventory
For a while, we were buying fasteners from companies in the Midwest because they had the best pricing. Well, best pricing until you factored in the cost to ship them. There was also the time in transit that had nailed us a few times while we waited for them to show up. Another natural tendency is to think, “I might as well double the order since I’m already paying so much to ship them in”. Rule of thumb, buy exactly what you need locally regardless of price (within reason) so you don’t wait, overpay for shipping or over-purchase to average down shipping costs. - QR codes to Training Videos – Wastes eliminated: Waiting, Over Processing, Defects, Misused Brainpower
I started documenting my assembly processes in writing and video before I hired my first employee. This way I didn’t have to train every new employee or miss any important points. They could also learn at their own pace at any time. It also frees the trainer to maintain flow on other productive tasks and no one ends up waiting. Additionally, the trainer doesn’t have to over process by training someone AGAIN. We upload our training videos to YouTube and keep them unlisted. We create a training playlist and turn the link into a QR code that can be scanned by any smart phone.
Sometimes we get lucky and use playlists that are already made like this one for our digital height gage. Our training videos are quick and dirty and look like this:
- The Part Picker – Wastes eliminated: Over Processing, Misused Brainpower, Waiting
Embracing lean has a snowball effect which frees up a lot of time to work ON the business rather than working IN the business. I created a custom part loader to run parts unattended freeing up a lot of labor and the inefficiencies associated with it. This project could never have been done without having extra free time.
- Order Alert System – Wastes eliminated: Wasted Motion, Misused Brainpower
When an order comes in, a custom alert plays in the shop. Not only is this great for morale, it also helps expedite our fulfillment process when an order comes in.
- Communication – Wastes eliminated: Wasted Motion, Waiting
We use a multi-platform, multi-media messaging app called Signal that allows us to communicate with anyone in the company at anytime rather than walking around, wasting time trying to find them. It also works on desktops so voice messages sent to our order processing desk can be read by anyone in the department. A few guys listen to books or music with earbuds and the smartphone app alerts them when a message is sent. Big upgrade over yelling questions across the shop. - 100 Things – Wastes eliminated: Waiting, Misused Brainpower
As an owner, when I see employees standing around without anything to do I see dollars crawling out of my wallet and into the trash can. When dollars keep piling up in the dumpster, eventually the prices of our products will have to go up. How is this fair to our customers? It’s not! That’s why we have a sheet called “100 Things You Can Do” – handy for all employees, even myself. Notice how there’s plenty of room for my employees to contribute?







Additional resources and inspiration from short to long:
- Take your team through my Lean Quick Start training program. Type in your email address and we’ll add you to the launch list.
- A 5 minute historical overview of Lean:
- Watch the video tours by Fastcap that first inspired us:
- Watch our 4 part shop tour to see how we’ve implemented lean principles:
- Watch the full tours by John Saunders and John Grimsmo
- Watch our story:
- Read “2 Second Lean” by Paul Akers (The best practical overview of people-centric lean)
- Read “The Toyota Way” by Jeffrey K Liker (Powerful tools for implementing lean from the creators of lean)
- Read “The Goal” by Eliyahu M. Goldratt (Excellent novel style book for companies fighting to survive)
- Read “Extreme Ownership” by Jocko Willink and Leif Babin (Best book for becoming a people-centric lean leader)
- Read “Atomic Habits” by James Clear (Loaded with powerful principles and tips to achieve huge improvements)
- Read “Excellence Wins” by Horst Schulze (Why the pursuit of excellence by putting people first is the most important business principle)







One final thought…
I’ve met many people who hate Lean.The most common reason is because they have previously worked in companies that claimed to follow Lean. Unfortunately, those companies take a profit-centric approach to Lean. The reason Lean works for us boils down to one reason – We practice a people-centric approach to Lean.
People always come first.
My family is at the top of the list – My wife needs a happy husband she can talk to at the end of the day. My children need a dad that they can wrestle with, play with and tuck them in every night. My employees come next – They too need to be spouses and parents that aren’t overworked. They need to work in a safe environment, be well compensated, not frustrated but well equipped and led with clarity. Our customers follow after that – I consider it a deep privilege when a customer exchanges thousands of dollars for our products. We absolutely must deliver excellent products that exceed expectations so that their profit will exceed the money spent with us. If we are tired, unhappy and absent from our loved ones, our focus fades and this eventually trickles down to our customers. Once customers stop buying from us, we’re dead. Good employees will always find work elsewhere but my goal is to create a company that grows people first and profits second. Interestingly, high profits have been a byproduct of happy people, following Lean principles to create excellent products.
People always come first.
If you watch my speech at the top of this page you’ll hear that I was once pursuing a professional music career in Hollywood where success is defined by chasing money, women, drugs and fame. The pursuit of these things quickly ran dry and God miraculously rescued me out of that world with a new career in manufacturing. I am primarily guided by the Bible – the most scrutinized, most translated and best-selling book of all time. Some think it is filled with old fairy tales but on the contrary, I find incredibly relevant insights that improve my relationships and my business every day. One of the greatest business principles was spoken by Jesus himself: “Do unto others as you would have them do unto you”. There are literally thousands of other applicable principles I could get into, but this “Golden Rule” alone has greatly shaped my life and company and the people associated with it. My final bit of advice is to set aside a significant amount of time stop and think about what really matters at the end of the day AND at the end of your life. If you’ve never done something like this, you may find that a fresh perspective will radically change your life for the better. Thanks for reading this far. Don’t hesitate to reach out! – Jay Pierson 800-352-2894 x703